
 Архив
Архив

Увеличиваем ресурс гидравлических насосов
В работе рассмотрена возможность повышения качества стендовой обкатки гидравлических насосов в условиях завода-изготовителя, ремонтного предприятия и последующей эксплуатации путем триботехнической обработки с целью увеличения ресурса, снижения потока отказов и затрат на запасные части.
Одним из важнейших этапов как при изготовлении, так и при капитальном ремонте гидронасосов, позволяющим в полной мере реализовать заложенный в них ресурс, является их стендовая обкатка, результатом которой (рис.1) может быть правильно сформированное пятно (площадка) контакта сопряженных поверхностей (а), готовых воспринимать штатные нагрузки, либо следы натиров (б, в), наволакивания металла (антифрикционного сплава алюминия, бронзы), в значительной степени лимитирующих эксплуатационный ресурс гидроагрегата.
Заслуживает внимания одно из новых за последнее десятилетие направлений по разработке технологий, методов, подходов обкатки и начального периода эксплуатации новой или капитально отремонтированной техники путем использования в составе смазочных материалов различных по составу и механизму действия присадок и добавок. Анализ литературных источников показал, что наряду с применением металлоплакирующих композиций, реметаллизантов, кондиционеров металлов, полимеросодержащих составов, особое место занимают геомодификаторы трения, способные в процессе обкатки и последующей эксплуатации без разборки узлов и агрегатов улучшать их рабочие характеристики, осуществлять восстановление рабочих поверхностей, повышать износостойкость деталей, минимизировать зазоры и гидроплотность соединений, что так необходимо гидравлическим насосам шестеренного типа.

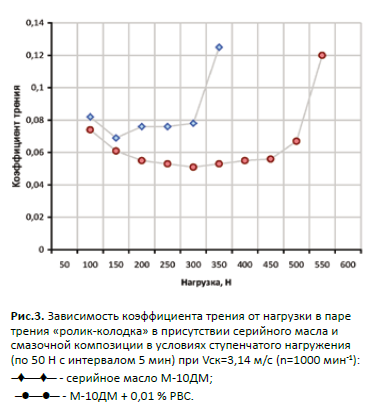
На основе проведенных в работе поисковых исследований был сделан выбор в пользу РВС-препарата на основе серпентинита, представляющего собой мелкодисперсную смесь нейтральных природных минералов в углеводородной основе. Его поведение в ходе триботехнических испытаний (рис. 2) на машине трения 2070 СМТ-1 в составе масла при концентрации всего 0,01-0,05 % эффективно снижает и стабилизирует момент трения (а значит и мощность механических потерь), температуру в зоне трения и повышает нагрузочную способность пары трения (рис. 3) при низких значениях коэффициента трения.

В проделанной работе предлагается в процессе стендовой обкатки гидронасосов после проведенного их капитального ремонта использовать технологическую жидкость, содержащую гидравлическое масло с добавкой геомодификатора трения, позволяющего:
а) снизить механические потери на трение;
б) увеличить объемный КПД;
в) уменьшить теплонапряженность деталей узлов трения;
г) сформировать оптимальную шероховатость контактирующих поверхностей за короткий отрезок времени;
д) увеличить нагрузочную (несущую) способность пар трения.
Работа выполнялась в соответствии с техническими требованиями ГОСНИТИ на капитальный ремонт и обкатку гидроагрегатов.
В лаборатории надежности и ремонта машин кафедры технического сервиса и механики инженерного факультета Ивановской ГСХА на базе специализированного стенда КИ-4815М-03 (рис.4) проведена серия экспериментов по триботехнической обработке гидронасосов НШ-50. Каждый из насосов на первом этапе проходил входной стендовый контроль, в результате которого были получены исходные зависимости подачи масла от нагрузки с последующим расчетом объемного коэффициента подачи в заданном температурном диапазоне рабочей жидкости. В дальнейшем, не снимая насоса со стенда, его патрубки «входа» и «выхода» переключали на внешнюю резервную гидравлическую систему, включающую в себя емкость с технологической жидкостью (масло М-10Г2К c концентрацией препарата 0,01 %, (по массе), рукава высокого давления, дроссель-расходомер ДР-70, термометр ртутный ТЛ-3 (0…+200 0С)
и бесконтактный инфракрасный пирометр ST-8811 (-20…+450 0С).

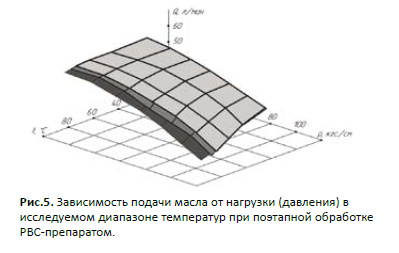
Через каждый час работы насоса на технологической жидкости его переключали на штатную гидросистему стенда для контроля основных параметров. По результатам проведенных экспериментов и обработки полученной информации построены зависимости подачи масла от нагрузки (давления) в рабочем диапазоне температур (рис.5) – с увеличением давления и температуры наблюдается и наибольший прирост подачи масла насосом.
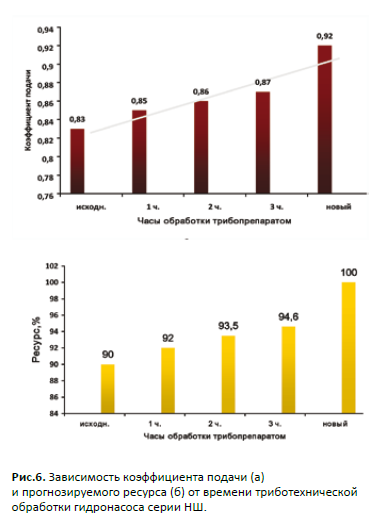
Следует также констатировать, что с каждым часом триботехнической обработки гидронасоса возрастает подача насоса (л/мин), связанный с ней коэффициент подачи (рис.6 а) и наблюдается тенденция увеличения ресурса насоса (рис.6 б).
У четырех из пяти гидронасосов, взятых из эксплуатации, (рис.7) возросли до допустимых пределов (не ниже 0,70) значения коэффициентов подачи масла. Насос №2 с изначально низким коэффициентом подачи не может быть допущен к эксплуатации. Полученные значения позволяют внести ограничения в технологию триботехнической обработки и не допускать к обработке насосы с исходными значениями ниже 0,7. В целом же технология и методика обработки насосов геомодификаторами трения имеет положительный результат и рекомендуется для внедрения в производство.

Также в рамках комплексной темы бюджетной НИР лаборатории надежности и ремонта машин кафедры «Технический сервис и механика» и НТО центра «ДОКТОР-ДИЗЕЛЬ Плюс» ФГБОУ ВО «Ивановская государственная сельскохозяйственная академия имени Д.К. Беляева» на 2016...2021 гг. в условиях предприятия ОАО «ИВЭНЕРГОМАШ» г. Иваново с 28.06.2016 г. и по настоящее время для ускорения процесса обкатки редукторов мобильных буровых установок (на базе автомобилей ГАЗ, КамАЗ, Урал, тракторов МТЗ) применяется специальный триботехнический состав, позволяющий для восприятия эксплуатационных нагрузок эффективно приработать детали, сформировать пятно контакта в зацеплении шестерен, шлицевых валов, подшипников, сократить продолжительность обкатки в 2,5 раза. При этом после слива обкаточного масла и заправки в редуктор штатного масла заметно снижается шум, температура нагрева деталей, вследствие чего прогнозируется повышенный ресурс ответственного узла мобильных буровых установок (имеется акт внедрения в производство).
А.А. Гвоздев, профессор, д.т.н.
ФГБОУ ВО Ивановская ГСХА имени Д.К. Беляева,
А.В. Дунаев, вед. н. с.
лаборатории № 13.1, д.т.н.,
ФНАЦ ВИМ г. Москва f
УДК 629.3.014.2.017
Оцените эту статью!
Аргентинская технология производства инокулянтов БИОНА
